Sådan får du maskindata i realtid uden et 6 måneders integrationsprojekt
Traditionelle maskinintegrationsprojekter tager lang tid, fordi de forsøger at løse alt på én gang: protokolkonvertering, datamodellering, sikkerhed, historik og visualisering. En hurtigere tilgang er at bruge edge gateways til at trække data ud af eksisterende maskiner, eftermontere sensorer på udstyr uden digitalt output og holde forbindelsen read-only. Fra første datapunkt til fuld fabriksdækning kan gå ned til uger i stedet for måneder.
1. Hvorfor traditionelle integrationsprojekter tager så lang tid
Projekter strander, fordi de forsøger at standardisere alt fra starten. Protokolvalg, datamodel, sikkerhedsarkitektur, governance og IT/OT-godkendelser skaber en planlægningsfase, der varer måneder, før en eneste sensor er tilsluttet.
En typisk maskinintegrationscyklus ser sådan ud: 6 uger til kravspecifikation, 4 uger til udbudsrunde, 8 uger til arkitekturdesign, 4 uger til IT-sikkerhedsgodkendelse, 8 uger til implementering, 4 uger til test. Det er 34 uger, og det er hvis alt går efter planen.
Hvorfor tager det så lang tid? Ikke fordi teknologien er svær, men fordi projektet forsøger at løse alle problemer på én gang:
- Standardisering: Alle maskiner skal tale samme protokol, have samme datamodel, bruge de samme tagnavne. Det kræver enighed mellem automatisering, IT og produktion.
- Sikkerhed: OT-netværket skal beskyttes mod eksponering. Firewalls, segmentering, certifikater, adgangskontrol. IT-afdelingen har berettigede krav, men godkendelsesprocessen er langsom.
- Governance: Hvem ejer dataene? Hvem har adgang? Hvor længe gemmes de? GDPR, NIS2, interne politikker.
- Omfang: "Mens vi er i gang, kan vi lige tilslutte de 15 andre maskiner." Hvert ekstra scope øger kompleksiteten.
Resultatet er et projekt, der føles som en IT-transformation snarere end en driftsoptimering. Mange fabrikker giver op eller udskyder på ubestemt tid.
Den alternative tilgang er at starte småt, bevise værdien og udvide. Tilslut én maskine i denne uge. Tilføj tre mere næste måned. Standardisér efterhånden som mønstrene viser sig. Det er ikke den tilgang, en konsulent vil anbefale, men det er den tilgang, der faktisk resulterer i data på skærmen.
2. Protokollandskabet: OPC-UA, MQTT, Modbus og hvad de betyder for dig
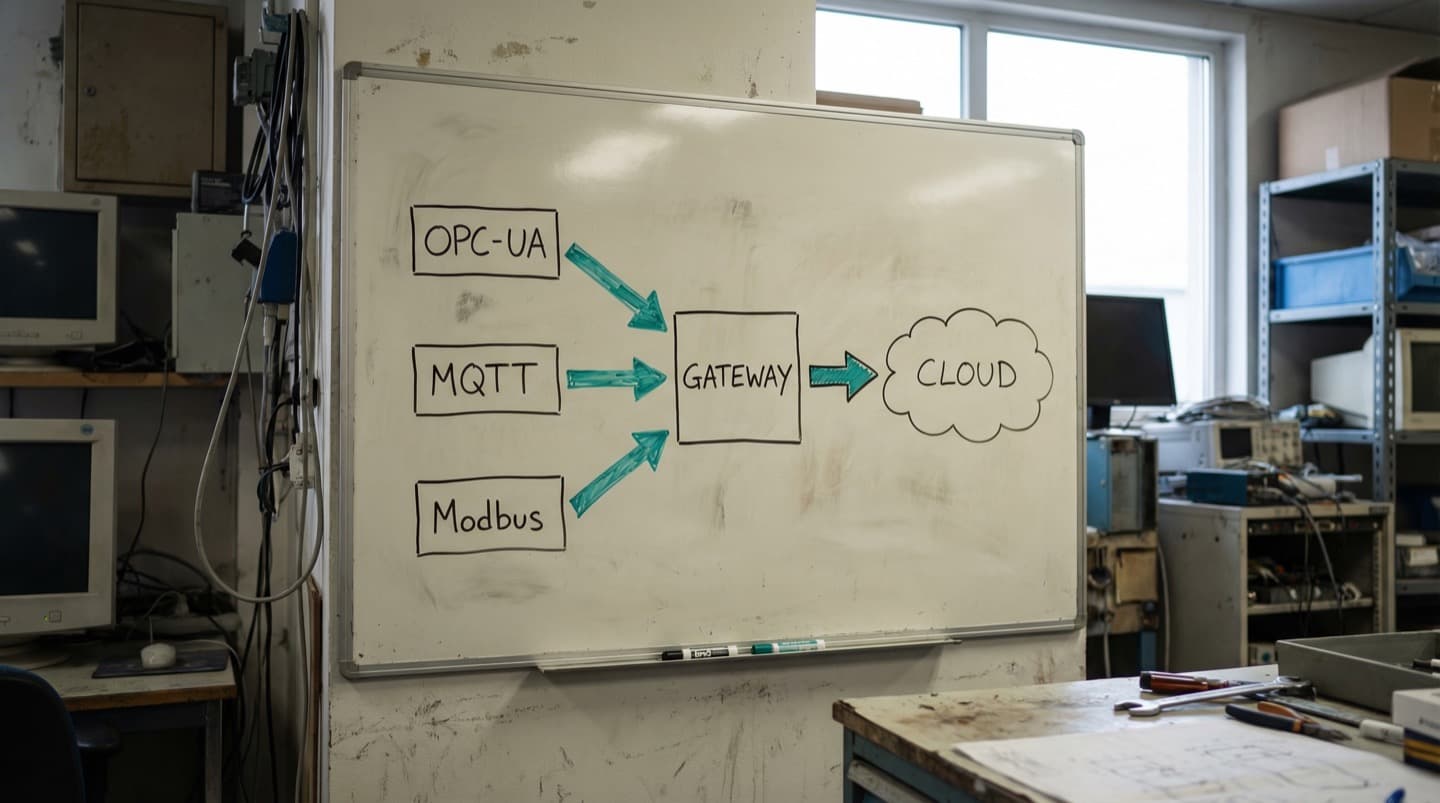
De tre mest relevante protokoller er OPC-UA (til moderne maskiner), Modbus (til ældre udstyr) og MQTT (til transport af data fra edge til cloud). Du behøver ikke vælge én. En edge gateway håndterer konverteringen.
Maskinprotokoller er den tekniske forhindring, der afskrækker flest. Virkeligheden er, at du ikke behøver at forstå alle protokoller. Du behøver at forstå tre og vide, hvornår du bruger hvilken.
OPC-UA (Open Platform Communications Unified Architecture): Industristandarden for moderne maskiner og PLC'er. De fleste PLC'er fra de store producenter understøtter OPC-UA som en indbygget funktion. Du aktiverer serveren i PLC-konfigurationen, og data er tilgængelige via netværket. Fordelen er struktur: OPC-UA leverer data med navne, typer og hierarki. Ulempen er, at det kræver netværksadgang til PLC'en, hvilket IT-afdelingen skal godkende.
Modbus (RTU og TCP): Den ældste industrielle protokol, der stadig bruges. Modbus RTU kører på seriel forbindelse (RS-485), Modbus TCP kører over Ethernet. Næsten alt ældre udstyr understøtter Modbus. Protokollen er simpel men begrænsende: data er registerbaseret uden navne eller struktur. Du skal selv vide, at register 40001 er spindelomdrejninger.
MQTT (Message Queuing Telemetry Transport): Ikke en maskinprotokol, men en transportprotokol. MQTT bruges til at sende data fra edge gateway til cloud-platform. Den er letvægt, håndterer ustabile forbindelser og skalerer godt. De fleste IoT-platforme bruger MQTT som standard.
I praksis ser kæden sådan ud: Maskinen taler OPC-UA eller Modbus til en edge gateway. Gatewayen konverterer til MQTT og sender til platformen. Du behøver ikke konfigurere protokollerne manuelt. Edge gateways har forudbyggede drivere til de mest almindelige PLC-typer.
Hvis din maskine ikke taler nogen af de tre, har du to muligheder: eftermontering af en sensor (se sektion 4) eller brug af en protokolkonverter, der oversætter fra den eksotiske protokol til Modbus eller OPC-UA. De fleste maskiner bygget efter 2005 understøtter mindst Modbus TCP.
3. Edge gateways: broen mellem gammelt udstyr og moderne platforme
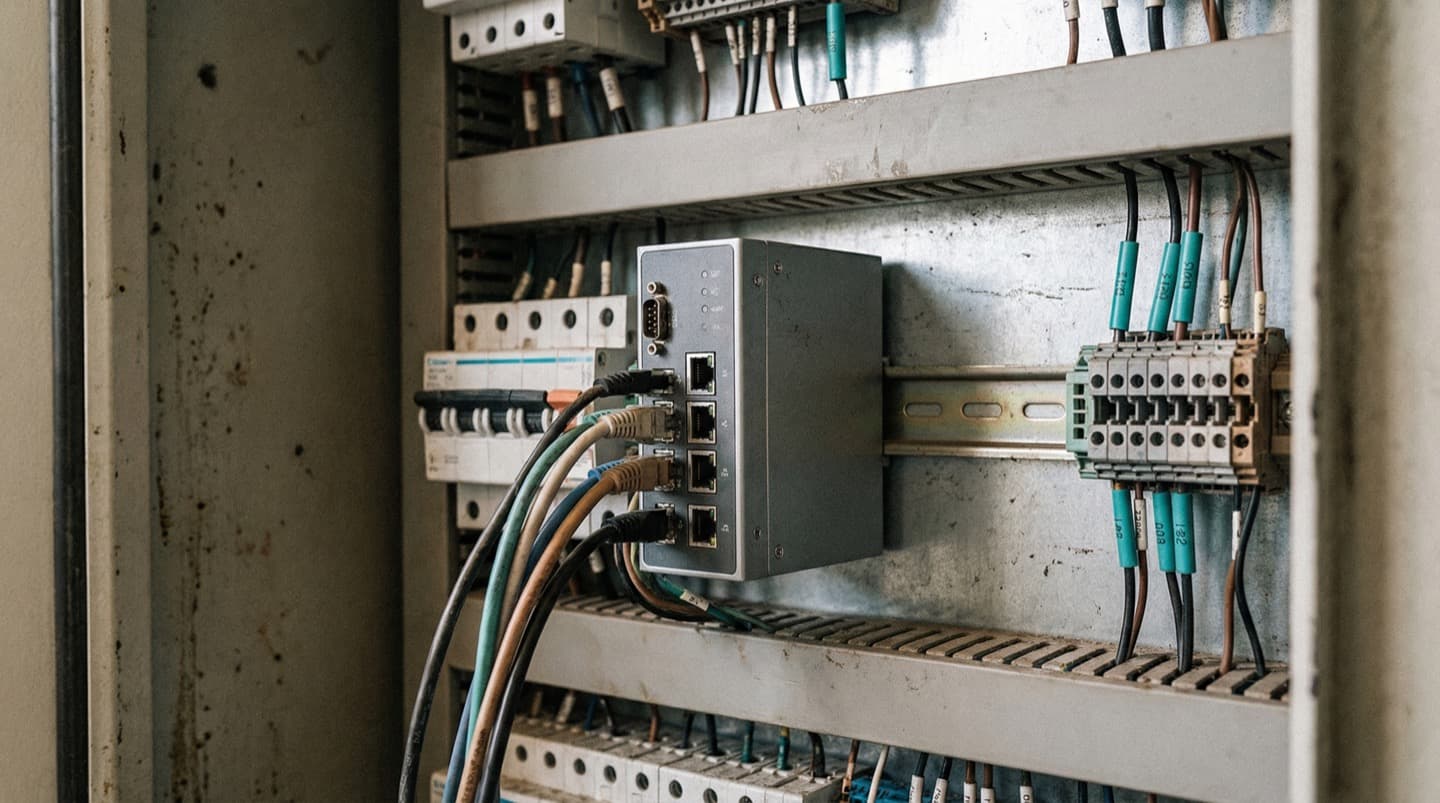
En edge gateway er en lille industriel computer, der forbinder til en eller flere maskiner, konverterer deres data til et fælles format og sender det videre til en platform. Det er det vigtigste stykke hardware i en maskindataopsætning.
En edge gateway sidder fysisk i produktionen, typisk i et DIN-skinne-kabinet ved maskinen eller i tavlerummet. Den har to interfaces: et mod maskinen (Ethernet, seriel, I/O) og et mod netværket (Ethernet, Wi-Fi, mobildata).
Hvad gatewayen gør:
1. Forbinder til maskinen via den protokol, maskinen taler (OPC-UA, Modbus, Profinet, EtherNet/IP). 2. Læser de data, du har konfigureret: temperaturer, hastigheder, status, alarmer, tællere. 3. Kører lokal logik: filtrering (ignorer normal drift), aggregering (gennemsnit pr. minut), alarmering (temperaturen er over tærskel). 4. Sender data videre via MQTT eller HTTPS til din platform. 5. Buffer data lokalt, hvis netværksforbindelsen er nede, og sender dem, når den kommer op igen.
Prisen for en industriel edge gateway ligger på 3.000–15.000 kr. afhængigt af antal porte, beregningskraft og certificeringer. For de fleste anvendelser er en gateway i den lavere ende tilstrækkelig.
Hvor mange gateways har du brug for? Tommelfingerregel: én pr. 5–10 maskiner i samme fysiske zone, afhængig af netværksarkitektur. Hvis maskinerne er spredt over en stor hal, kan det give mening med én gateway pr. 2–3 maskiner for at minimere kabellængder.
Installationstid pr. gateway: 2–4 timer for en erfaren tekniker. Det inkluderer montering, tilslutning til maskinen, konfiguration af datapunkter og verifikation af dataflow. Det er ikke et 6-måneders projekt. Det er en eftermiddags arbejde.
Det vigtige sikkerhedsprincip: gatewayen læser fra maskinen, den skriver aldrig til den. Det er en envejsforbindelse. PLC-programmet og maskinens drift påvirkes ikke. Det gør IT-godkendelsen markant enklere.
4. Eftermontering af sensorer på udstyr uden digitalt output
Ikke alle maskiner har en PLC eller et netværksinterface. Ældre udstyr, simple mekaniske maskiner og hjælpesystemer har ingen digital signalkilde. Her er løsningen at montere uafhængige sensorer direkte på udstyret.
En 25 år gammel hydraulisk presse, en manuel drejebænk, et transportsystem fra før Ethernet-æraen. Disse maskiner har ingen PLC, man kan trække data fra. Men de har fysiske parametre, der kan måles.
Eftermontering handler om at tilføje sensorik, der er uafhængig af maskinens styring. Sensorerne kommunikerer trådløst til en gateway og videre til platformen. Maskinen ved ikke, at den bliver overvåget.
Typiske eftermonteringsscenarier:
- Vibrationssensor på en motor for at overvåge lejetilstand. Trådløs, batteridrevet, monteres med magnet eller bolt på lejehuset. Pris: 1.500–3.000 kr. pr. sensor.
- Strømmåler (CT-clamp) på strømkablet for at registrere driftstilstand (tændt/slukket/belastet). Klemmes om kablet uden at bryde kredsløbet. Pris: 800–2.000 kr.
- Temperatursensor på motorhus, hydrauliktank eller lejepunkt. Monteres med termisk tape eller klemme. Pris: 400–1.000 kr.
- Optisk sensor eller nærheds-switch ved udgangen for at tælle producerede enheder. Monteres ved det punkt, hvor emnet forlader maskinen. Pris: 500–1.500 kr.
Fordelen ved eftermontering er, at den ikke kræver ændringer i maskinens el-tavle, styring eller mekanik. Sensorerne er tilføjelser, ikke modifikationer. Det gør godkendelsesprocessen enkel, fordi du ikke ændrer maskinens CE-mærkning eller sikkerhedsfunktioner.
Ulempen er, at du kun får de data, du monterer sensorer for. Du får ikke opskriftsparametre, alarmkoder eller cyklustider fra PLC'en, fordi der ikke er nogen PLC. Men for mange applikationer er driftstilstand, temperatur og vibration tilstrækkeligt til at træffe bedre vedligeholdelsesbeslutninger.
En typisk maskine kan eftermonteres på 1–2 timer. Det kræver ikke nedetid, med mindre du monterer på et punkt, der kun er tilgængeligt, når maskinen er stoppet.
5. Den read-only tilgang til maskintilslutning
Læs data fra maskinen. Skriv aldrig til den. Det principled eliminerer risikoen for at påvirke produktionen og gør IT/OT-sikkerhedsgodkendelsen markant enklere. Envejskommunikation er nøglen til hurtig udrulning.
Det største gummiben i maskindata-projekter er sikkerhedsbekymringen: hvad hvis noget vi tilslutter påvirker maskinens drift? Det er en berettiget bekymring. PLC'er styrer fysisk bevægelse, og en forkert skriveoperation kan i værste fald forårsage skade.
Derfor er read-only-princippet fundamentalt. Gatewayen forbinder til maskinens interface og læser registerværdier. Den sender aldrig kommandoer. Den ændrer ikke parametre. Den kan ikke starte, stoppe eller ændre maskinens drift.
Teknisk implementeres det på flere niveauer:
- OPC-UA: Klientforbindelsen konfigureres med en read-only bruger, der ikke har skriverettigheder i PLC'ens sikkerhedsmodel.
- Modbus: Gateway konfigureres til kun at bruge læsekommandoer (funktionskode 3 og 4). Skrivekommandoer (funktionskode 6 og 16) deaktiveres.
- Netværk: Gateway placeres i et separat VLAN med firewall-regler, der kun tillader udgående trafik fra gateway til platform. Ingen indgående trafik til maskinnetværket.
- Fysisk: For ekstra sikkerhed kan en data-diode (hardware-enhed der kun tillader envejstrafik) placeres mellem maskinnnetværket og gatewayen.
Denne tilgang giver IT-afdelingen en klar sikkerhedsmodel at evaluere. Der er ingen risiko for, at platformen sender en kommando til en PLC, fordi den fysisk eller logisk ikke kan. Godkendelsesprocessen reduceres typisk fra uger til dage.
For eftermonterede sensorer er read-only implicit: sensoren sidder udenpå maskinen og kommunikerer trådløst til en gateway. Den har ingen forbindelse til maskinens styring overhovedet.
Det, du giver afkald på med read-only, er muligheden for at sende parameterændringer fra platformen til maskinen. Det er en bevidst begrænsning. Målet er synlighed, ikke fjernstyring. Når du har synlighed, kan du træffe bedre beslutninger. Implementeringen af de beslutninger sker stadig ved maskinen af det personale, der kender den.
6. Fra første datapunkt til fuld fabriksdækning
Start med én maskine i denne uge, ikke en plan for hele fabrikken. Når den første maskine leverer data, udvides til 3–5 maskiner. Standardisér konfigurationen undervejs. Fuld fabriksdækning opnås typisk på 2–4 måneder med denne tilgang.
Den hurtigste vej til maskindata er at starte med den maskine, der giver mest mening. Typisk er det den maskine, der forårsager mest nedetid, den maskine produktionschefen spørger mest om, eller den maskine der allerede har en PLC med netværksinterface.
Tidsplan for den første maskine:
- Dag 1: Identificér datapunkter (hvad vil du se?), bestil gateway og eventuelle sensorer.
- Dag 3–5: Gateway ankommer. Montering og tilslutning. Konfiguration af datapunkter.
- Dag 5–7: Data flyder til platformen. Verifikation mod fysiske aflæsninger. Finjustering af tærskler.
- Dag 7–14: Første brugbare indsigter. Baselines etableret. Alarmer konfigureret.
Inden for to uger har du realtidsdata fra din første maskine. Det er beviset for konceptet. Vis det til produktionschefen, vedligeholdelseslederen og IT-afdelingen. Konkrete data på en skærm er et bedre argument end en PowerPoint.
Udvidelse til 3–5 maskiner (uge 3–6):
Vælg maskiner af lignende type, så du kan genbruge konfigurationen. Installér gateways og tilslut. Typisk tager hver ny maskine halvdelen af den tid, den første tog, fordi opsætningen er afprøvet.
Udvidelse til fuld hal (måned 2–4):
Nu har du et mønster. Du ved hvilke datapunkter der er nyttige, hvordan gateways placeres optimalt, og hvilke sensortyper der fungerer bedst i dit miljø. Udrulningen bliver en logistikøvelse, ikke et teknologiprojekt.
Den samlede investering for en fabrik med 20–40 maskiner: 100.000–350.000 kr. i hardware og installation, plus platformlicens. Sammenlign med prisen på det traditionelle integrationsprojekt: 500.000–2.000.000 kr. i konsulenttid alene, med 6–12 måneders tidshorisont og ingen garanti for, at det leverer hvad du har brug for.
Forskellen er tilgangen. Start med data, ikke med arkitektur. Standardisér det, der virker, i stedet for at planlægge det perfekte.

Hvad moderne fabriksteams gør anderledes
Teams der får maskindata hurtigt starter med en pragmatisk tilgang: tilslut, læs, visualisér. De bruger edge gateways og read-only forbindelser til at trække data ud af eksisterende maskiner og mapper dem på en rumlig model, der giver kontekst.
Den traditionelle tilgang til maskindata er top-down: definer arkitekturen, vælg platformen, standardisér protokollerne, rul ud til alle maskiner. Det tager lang tid og kræver stor organisatorisk enighed.
Teams der faktisk har data på skærmen tager den modsatte tilgang. De starter med én maskine og en edge gateway. De læser de data, der er tilgængelige. De viser dem på en skærm. Og så udvider de.
Den pragmatiske tilgang har tre fordele:
1. Tid til værdi er uger, ikke måneder. Produktionschefen ser data fra den vigtigste maskine inden for 2 uger, ikke om 6 måneder.
2. Beslutninger baseres på erfaring, ikke formodninger. Du finder ud af hvilke datapunkter der er nyttige, når du har dem. Ikke ved at planlægge det på papir.
3. Organisatorisk buy-in vokser organisk. Når vedligehold ser vibrationstrends fra den første maskine, vil de have det på flere. Når produktion ser cyklustider i realtid, vil de have det på alle linjer. Behovet trækker udrulningen.
Digital twin-platforme giver det rumlige lag. Maskindata mappes på en plantegning, så du kan se hele hallen med status for alle maskiner i én visning. Afvigelser er synlige med det samme, og korrelationer mellem nabomaskiner og miljøforhold bliver tydelige.
Implementeringen er overkommelig. En gateway pr. maskinegruppe, sensorer hvor der ikke er digitalt output, og en platform der viser det hele samlet. Ingen 6-måneders foranalyse, ingen konsulentrapporter, bare data.
FAQ
Ofte stillede spørgsmål
Relaterede ressourcer
Beregner for nedetidsomkostninger i produktion
Beregn de reelle omkostninger ved uplanlagt nedetid på dine produktionslinjer. Inkluderer tabt omsætning, lønspild og spildmaterialer. Gratis og med øjeblikkelige resultater.
Læs mereDigital twin vs SCADA
En praktisk sammenligning af SCADA og digital twin-platforme til produktion. Dækker datamodeller, visualisering, alarmer og implementering.
Læs mereDigital Twin vs Dashboards
Sammenligning af industrielle dashboards og digital twins inden for datavisualisering, fejlfinding og overvågning på tværs af systemer. Dækker Grafana, Power BI og rumlige alternativer.
Læs mereDigital Twin vs MES
En praktisk sammenligning af MES og digital twin-platforme til produktion. Dækker ISA-95-niveauer, OEE-sporing, produktionssporing og hvordan de to systemer supplerer hinanden.
Læs mereForebyggelse af uplanlagt nedetid
De fleste producenter opdager nedetid, efter det har kostet dem. Sandhed giver jer synligheden til at fange udstyrsproblemer, før de lukker produktionen ned.
Læs mereVedligeholdelsesstyring
Vedligeholdelsesteams bruger timer på at finde serviceoptegnelser, jagte forsinkede opgaver og finde ud af, hvad der blev gjort sidst. Sandhed placerer hver arbejdsordre, serviceoptegnelse og vedligeholdelsesplan på jeres 3D-plantegning, hvor I kan se det.
Læs mereSådan overvåger du en fabrikshal i realtid
Realtidsovervågning af en fabrikshal kræver mere end sensorer og dashboards. Du skal vælge de rigtige målepunkter, beslutte om data skal behandles på edge eller i cloud, designe alarmer der ikke giver træthed, og tænke miljøovervågning med fra starten. De fleste fabrikker starter med én produktionslinje og skalerer derfra.
Læs mereSådan reducerer du udstyrsnedetid: 8 strategier rangeret efter effekt
Nedetid falder ikke ved at gøre alt på én gang. De fabrikker der opnår de største reduktioner starter med deres nedetids-Pareto, retter den forebyggende vedligeholdelsesplan, tilføjer tilstandsovervågning på kritisk udstyr og kobler vedligeholdelsesdata til en rumlig model. Rækkefølgen er vigtigere end teknologivalget.
Læs mereKilder
- OPC Foundation — OPC-UA Specifications and Industrial Adoption Statistics
- Eclipse Foundation — MQTT Protocol Specification and Industrial IoT Applications
- NIST — SP 800-82 Rev. 3: Guide to Operational Technology (OT) Security
- McKinsey — A Manufacturer's Guide to Generating Value at Scale with Industrial IoT
- Deloitte Insights — Scaling Enterprise IoT Solutions Using Edge Computing and the Cloud
Få maskindata på skærmen inden for uger, ikke måneder
Se hvordan edge gateways og en read-only tilgang giver dig realtidsdata fra eksisterende maskiner. Få en gennemgang med din egen plantegning.