Sådan reducerer du udstyrsnedetid: 8 strategier rangeret efter effekt
Nedetid falder ikke ved at gøre alt på én gang. De fabrikker der opnår de største reduktioner starter med deres nedetids-Pareto, retter den forebyggende vedligeholdelsesplan, tilføjer tilstandsovervågning på kritisk udstyr og kobler vedligeholdelsesdata til en rumlig model. Rækkefølgen er vigtigere end teknologivalget.
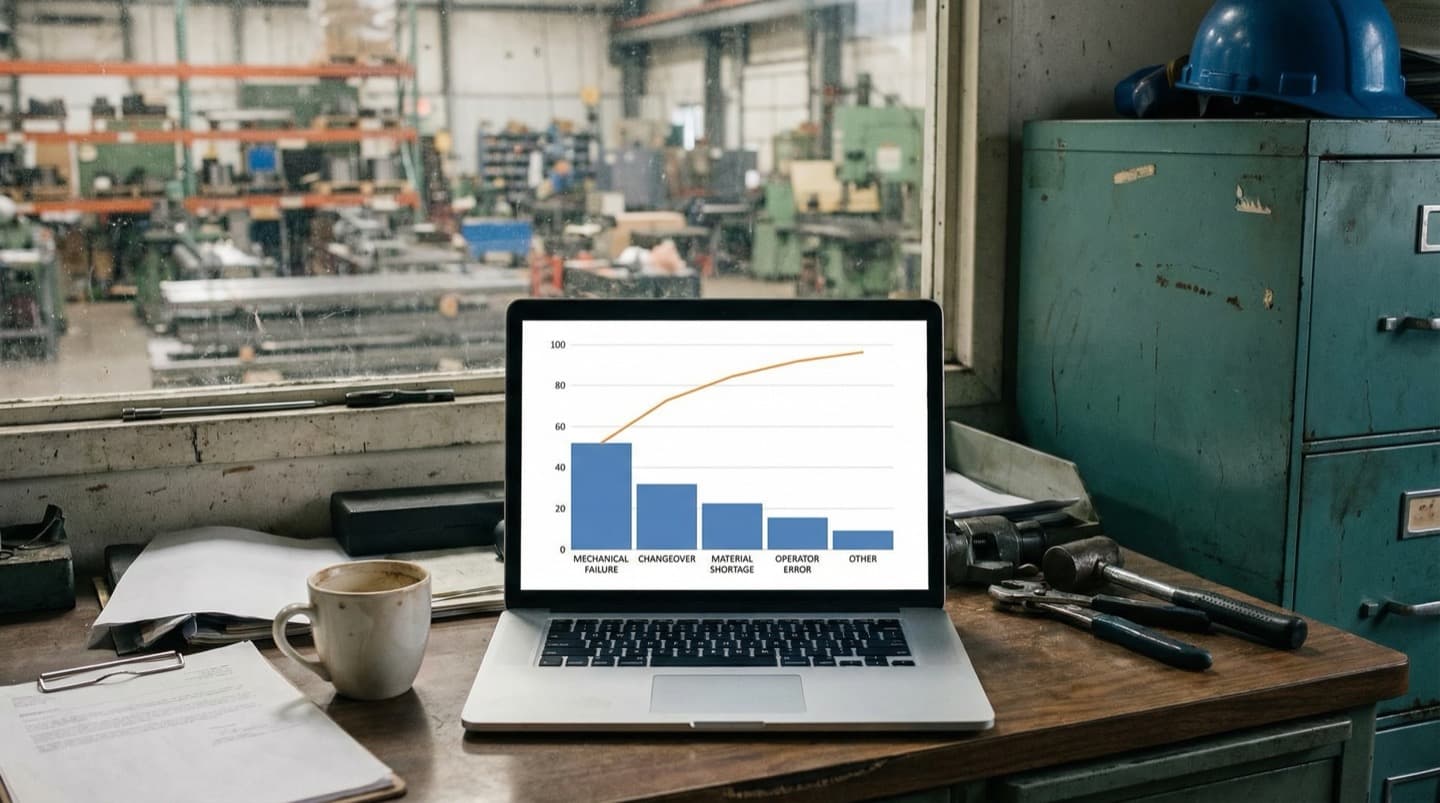
1. Start med din nedetids-Pareto
80 % af din nedetid skyldes typisk 20 % af dine problemer. Hvis du ikke har lavet en Pareto-analyse af dine stop, gætter du på hvad du skal rette først. Det er det vigtigste enkeltskridt, og det kræver ikke ny teknologi.
En nedetids-Pareto er en rangeret liste af dine stopårsager sorteret efter samlede tabte produktionsminutter. Ikke antal hændelser, men minutter. Et enkelt 6-timers stop er vigtigere end 30 styk 5-minutters nuisance-alarmer, selvom det sidste fylder mere i alarmloggen.
Sådan laver du den:
1. Træk data for de sidste 6–12 måneder fra din alarmlog, dit CMMS eller bare et regneark, som vedligehold fører. 2. Kategorisér hvert stop efter grundårsag, ikke symptom. "Transportbånd stoppet" er et symptom. "Lejefejl på drevmotor" er en grundårsag. 3. Gruppér i kategorier: mekanisk, elektrisk, software, materiale, operatør, ekstern (strøm, leverandør). 4. Sortér efter samlede tabte minutter. 5. Beregn den kumulative procent. Du vil typisk finde, at de øverste 3–5 årsager udgør 60–80 % af din samlede nedetid.
Den Pareto fortæller dig, hvor du skal fokusere dit første forbedringsprojekt. Det lyder simpelt, men de fleste fabrikker har det ikke. Vedligehold løser det problem, der skriger højest lige nu. Det er ikke nødvendigvis det problem, der koster mest over tid.
En god Pareto kræver gode data. Hvis dine arbejdsordrer bare siger "reparation af maskine 7", har du ikke nok detalje. Indfør en simpel kodning af grundårsag på arbejdsordrer. Det tager 30 sekunder pr. ordre og betaler sig inden for den første måned.
2. Ret din forebyggende vedligeholdelsesplan
De fleste PM-planer er bygget på kalenderintervaller, der ikke afspejler faktisk brug. En maskine der kører to skift slider dobbelt så hurtigt som en på ét skift, men PM-planen behandler dem ens. Opdatér intervallerne til driftstimerbaseret, og din PM-fuldførelsesrate stiger.
Forebyggende vedligeholdelse (PM) er fundamentet. Hvis din PM-fuldførelsesrate er under 85 %, er det det første, du skal rette. Enhver anden nedetidsstrategi bygger oven på et fungerende PM-program.
De hyppigste problemer i PM-planer:
- Kalenderbaserede intervaller: "Skift olie hver 3. måned" tager ikke hensyn til, om maskinen kørte 200 timer eller 1.200 timer i den periode. Skift til driftstimerbaserede intervaller, hvor PLC'en tæller timer.
- Kopierede OEM-anbefalinger: OEM-intervallerne er konservative og baseret på standard driftsbetingelser. Hvis dit miljø er mere krævende (støv, varme, 24/7 drift), skal intervallerne strammes.
- Manglende opgavebeskrivelser: "Inspicér transportbånd" er ikke en PM-opgave. "Kontrollér båndspænding med spændingsmåler, mål slidbane på 3 punkter, noter resultat" er en PM-opgave. Jo vagere beskrivelsen, jo større variation i udførelsen.
- Ikke-prioriterede PM'er: Hvis alle PM'er har samme prioritet, bliver de kritiske udskudt til fordel for de nemme. Indfør en ABC-klassificering: A-udstyr (stopkritisk) får aldrig udskudt PM, B-udstyr kan udskydes op til 1 uge, C-udstyr kan udskydes op til 1 måned.
En god PM-plan opdateres løbende. Hvert uplanlagt stop bør udløse et spørgsmål: kunne en PM-opgave have forhindret dette? Hvis ja, tilføj den. Hvis en PM-opgave aldrig har fundet et problem i 2 år, overvej om den stadig er relevant.
Den billigste nedetidsreduktion du kan opnå er at gennemgå din PM-plan med vedligeholdelsesteknikerne og opdatere den baseret på faktisk driftserfaring. Det koster arbejdstid, intet andet.
3. Vibrationsovervågning på kritisk roterende udstyr
Vibration er den bedste tidlige indikator for fejl i roterende udstyr: motorer, pumper, gearkasser, ventilatorer. En trådløs vibrationssensor til 1.500–3.000 kr. kan give dig 2–8 ugers forvarsel om et lejefejl, der ellers ville have stoppet linjen.
Roterende udstyr fejler sjældent uden forvarsel. Et leje der er ved at gå, ændrer sit vibrationsmønster uger eller måneder før det faktisk låser sig. Problemet er, at du uden overvågning ikke kan se ændringen.
Vibrationsovervågning fungerer ved at måle acceleration på lejehuset. Et nyt leje har en karakteristisk vibrationssignatur. Når lejet begynder at slide, ændres signaturen: nye frekvenskomponenter dukker op, det overordnede niveau stiger gradvist.
Hvor du bør starte:
Tag din nedetids-Pareto. Find de maskiner, hvor lejefejl, motorhavari eller gearkasseproblemer optræder. Det er dine kandidater. De fleste fabrikker har 5–15 stykker kritisk roterende udstyr, der står for størstedelen af de mekaniske stop.
For hvert stykke udstyr: montér en trådløs vibrationssensor på hvert kritisk lejepunkt. Det er typisk 2–4 sensorer pr. maskine. En motor med gearkasse får en sensor på motorens friende, en på motorens drevende, en på gearkassens indgang og en på udgangen.
Sensorerne sender data til en gateway, der videresender til en platform. Platformen sammenligner det aktuelle vibrationsniveau med en baseline og alarmerer, når der er en signifikant ændring.
Det, der gør vibration værdifuld, er tidshorisonten. Mens en temperatursensor måske giver dig 30 minutters forvarsel, giver en vibrationssensor dig 2–8 uger. Det er nok tid til at bestille reservedele, planlægge reparationen og udføre den under et planlagt stop i stedet for at gøre det i panik.
Omkostningen er lav. Trådløse vibrationssensorer med gateway koster 1.500–3.000 kr. pr. målepunkt installeret. For en fabrik med 20 kritiske målepunkter er det en investering på 30.000–60.000 kr. Ét forhindret uplanlagt stop betaler typisk hele investeringen.

4. Termisk billeddannelse til eltavler
Løse forbindelser i eltavler opvarmes gradvist og kan forårsage brand eller uplanlagte strømafbrydelser. En kvartalsvis termisk inspektion af dine hovedtavler fanger disse problemer, før de fanger dig.
Elektriske forbindelser løsner sig over tid på grund af termisk cykling, vibrationer og korrosion. En løs forbindelse skaber modstand, modstand skaber varme, og varme accelererer yderligere løsning. Det er en selvforstærkende cyklus, der ender med en afbrydelse eller i værste fald en brand.
Termisk billeddannelse (thermografi) er den mest effektive metode til at finde disse problemer. Et termisk kamera viser temperaturforskelle på overflader. En løs forbindelse lyser op som en hotspot, typisk 20–50°C varmere end omgivelserne.
De mest kritiske steder at inspicere:
- Hovedafbrydere og fordelingstavler
- Motorstartere og kontaktorer
- Sikringsholdere og klemmrækker
- Frekvensomformere (ind- og udgangsklemmer)
- Transformatorforbindelser
Inspektionen kræver, at udstyret er under belastning. En løs forbindelse der ikke bærer strøm viser ingen temperaturstigning. Planlæg inspektionen under normal produktionstid.
De fleste fabrikker udfører termisk inspektion kvartalsvis på hovedtavler og halvårligt på sekundære tavler. En inspektion tager 2–4 timer for et typisk tavlerum. Du kan enten hyre en termograf eller investere i eget udstyr. Et brugbart termisk kamera koster 15.000–30.000 kr. Professionel inspektion koster 5.000–10.000 kr. pr. besøg.
Hver varm forbindelse, der findes og strammes, er et potentielt uplanlagt stop, der aldrig sker. De fleste inspektioner finder 3–8 forbindelser, der kræver opmærksomhed. Det er 3–8 potentielle problemer elimineret for prisen af et par timers arbejde.
5. Reservedelsstrategi
30 % af nedetiden i mange fabrikker skyldes ventetid på reservedele, ikke selve reparationen [1]. En gennemtænkt reservedelsstrategi med kritikalitetsklassificering og lokalt lager ved linjen kan halvere din gennemsnitlige reparationstid.
Spørg en vedligeholdelsestekniker, hvad der frustrerer ham mest. Svaret er sjældent det tekniske problem. Det er at vente på en reservedel, der ikke er på lager.
En typisk situation: Motor på transportbånd 3 fejler. Teknikeren diagnosticerer problemet på 10 minutter. Reservedelen er ikke på lager. Indkøb finder en leverandør. Leveringstid: 3 dage. Linjen er nede i 3 dage, fordi en reservedel til 2.000 kr. ikke var på hylden.
En god reservedelsstrategi har tre niveauer:
1. Ved linjen: De 10–15 mest hyppige slidemner og forbrugsvarer opbevares i et skab ved selve linjen. Sikringer, remme, pakninger, tætninger, nærheds-switches. Teknikeren kan tage dem uden at gå til centralt lager.
2. Centralt lager: Større komponenter med moderat leveringstid. Motorer, gearkasser, ventiler, VFD'er af de mest anvendte typer. Lagerniveau styres af forbrugshistorik og leveringstid.
3. Leverandøraftale: Dyre specialkomponenter, der ikke kan retfærdiggøre lagerbinding. Aftal med leverandøren om garanteret leveringstid (typisk 24–48 timer) mod en årlig serviceaftale.
Klassificér dine reservedele efter kritikalitet:
- A: Uden denne del stopper produktionen. Skal altid være på lager. Genbestillingspunkt: når der er 1 stk. tilbage.
- B: Uden denne del kører produktionen med reduceret kapacitet. Bør være på lager. Genbestillingspunkt baseret på leveringstid.
- C: Uden denne del påvirkes komfort eller sekundære funktioner. Bestil ved behov.
Gennemgå din nedetidshistorik. For hvert stop: var en reservedel årsag til forsinkelsen? Hvis ja, bør den del være på lager. Den analyse tager en eftermiddag og kan spare dig for uger af akkumuleret nedetid over et år.
6. Prædiktiv vedligeholdelse: hvornår det giver mening
Prædiktiv vedligeholdelse er ikke et universalmiddel. Det giver mening for dyrt udstyr med kendte fejltilstande, der kan detekteres tidligt med sensorer. For alt andet er en solid forebyggende plan stadig den bedste tilgang.
Prædiktiv vedligeholdelse (PdM) bruger sensordata til at forudsige, hvornår en komponent vil fejle, så du kan udskifte den lige før det sker. I teorien er det ideelt: ingen unødvendige udskiftninger, ingen uplanlagte stop.
I praksis giver PdM mening under tre betingelser:
1. Fejltilstanden har en målbar forløber. Lejeslid producerer vibration. Isolationsnedbrydning producerer partielle udladninger. Lækager producerer trykfald. Hvis fejltilstanden ikke har en målbar forløber, kan du ikke forudsige den.
2. Forløberen giver tilstrækkelig tid til at handle. Hvis vibrationsniveauet først stiger 2 timer før fejlen, har du ikke nok tid til at planlægge en reparation. PdM giver mening, når forvarslingstiden er dage eller uger, ikke timer.
3. Omkostningen ved uplanlagt fejl er væsentligt højere end omkostningen ved overvågning. En vibrationssensor til 2.000 kr. på en motor, der kan stoppe en linje med 50.000 kr./times nedetidsomkostning, er en god investering. Den samme sensor på en ventilator i omklædningsrummet er det ikke.
Hvor PdM typisk giver størst afkast:
- Store roterende drev (motorer over 15 kW, kompressorer, pumper): vibrationsovervågning
- Transformatorer og højspændings-switchgear: termisk overvågning og gasanalyse
- Hydrauliksystemer: partikelanalyse af olie og trykdifferentiel over filtre
- Varmevekslere og kølesystemer: temperatur- og flowovervågning
Hvor PdM sjældent retfærdiggør sig:
- Pneumatiske cylindre og ventiler (billige, hurtigt udskiftelige)
- Transportbåndsruller (mange identiske, billige)
- Belysning og HVAC i produktionsområder
Start med dine 5 dyreste nedetidsbidragydere. Vurder for hver: er der en målbar forløber, giver den nok forvarsel, og er omkostningen ved overvågning rimelig i forhold til nedetidsprisen? Hvis alle tre svar er ja, er det en PdM-kandidat.

7. Operatørdrevet pålidelighed
Operatøren er den, der sidder nærmest maskinen 8 timer om dagen. Hvis du træner operatører i at udføre grundlæggende inspektioner og rapportere tidlige tegn, får du i praksis en menneskelig sensor på hver maskine i hver vagt.
Operatørdrevet pålidelighed handler om at flytte grundlæggende vedligeholdelsesopgaver fra vedligeholdelsesteamet til operatøren. Ikke reparationer, men inspektioner, rengøring og rapportering af afvigelser.
Konceptet stammer fra TPM (Total Productive Maintenance) og bygger på en simpel observation: operatøren mærker ændringer i maskinen, før sensorer fanger dem. En ændret lyd, en ukendt vibration, en olieplet der ikke plejede at være der. Problemet er, at operatørerne ofte ikke ved, at de bør reagere på det, eller ikke har en kanal til at rapportere det.
Hvad operatører kan overtage:
- Daglig visuel inspektion af sliddele, olieniveauer, filtertilstand
- Rengøring af sensorer, optiske komponenter og ventilationsåbninger
- Kontrol af skrueforbindelser og spænding på remme
- Rapportering af usædvanlige lyde, lugte eller vibrationer via en simpel digital formular
- Daglig tjekliste ved vagtstart med 5–8 punkter, der tager 5 minutter at gennemgå
Fordelen er dobbelt. For det første fanges potentielle problemer tidligere, fordi inspektionsfrekvensen stiger fra én gang om måneden (PM) til flere gange om dagen. For det andet frigøres vedligeholdelsesteamet til at arbejde på reparationer og forbedringer i stedet for rutineinspektioner.
Implementeringen kræver træning. Ikke en 3-dages kursus, men en hands-on session ved maskinen, hvor teknikeren viser operatøren præcis hvad der skal tjekkes, hvordan det ser ud når det er normalt, og hvordan det ser ud når det ikke er. 30–60 minutter pr. maskine er typisk tilstrækkeligt.
Det der afgør om det virker, er feedback-loopet. Når en operatør rapporterer en afvigelse, skal der ske noget synligt inden for 24 timer. Enten en reparation, en forklaring (det er normalt, her er hvorfor), eller en planlægning. Uden feedback stopper operatøren med at rapportere.
8. Kobling af vedligeholdelsesdata til rumlig kontekst
Vedligeholdelsesdata i et CMMS er organiseret efter udstyrsnummer. Sensordata er organiseret efter tag. Ingen af dem viser dig det rumlige billede: hvad der er tæt på hvad, og hvordan problemer spreder sig fysisk. En digital twin forbinder de to og giver vedligeholdelsen en visuel kontekst.
Et typisk CMMS giver dig en liste af arbejdsordrer sorteret efter dato, prioritet eller udstyrsnummer. Det er nyttigt til at styre den daglige drift. Men det viser dig ikke mønstre.
Hvis tre maskiner i den sydlige del af hallen alle har haft lejefejl inden for de sidste 6 måneder, er det muligvis ikke tilfældigt. Måske er gulvet i den zone ujævnt, eller vibrationerne fra en nærliggende presse forplanter sig. I CMMS'et ser det ud som tre uafhængige hændelser. På et kort ser det ud som et mønster.
At koble vedligeholdelsesdata til en rumlig model handler om at give hvert udstyrs-ID en placering i en digital twin. Når du gør det, kan du:
- Visualisere vedligeholdelseshistorik som et heatmap over fabriksgulvet. Røde zoner har mange stop, grønne zoner har få.
- Se om problemer klumper sig geografisk, hvilket kan pege på fælles grundårsager som strømforsyning, miljø eller gulvforhold.
- Korrelere vedligeholdelseshændelser med sensordata fra naboudstyr. Hvis maskine A fejlede, viste maskine B 3 meter væk også tegn på stress?
- Planlægge vedligeholdelsesrunder geografisk i stedet for alfabetisk, så teknikeren bevæger sig effektivt igennem hallen.
Den rumlige tilgang er ikke en erstatning for et godt CMMS. Det er et lag oven på, der viser det, som lister og tabeller ikke kan: fysisk kontekst.
Teams der bruger rumlig vedligeholdelsesanalyse rapporterer, at de finder grundårsager til kroniske problemer hurtigere, fordi de kan se sammenhænge, der ikke er synlige i tabelform [2]. Det er forskellen på at arbejde med data og at arbejde med et kort.
Hvad moderne vedligeholdelsesteams gør anderledes
De bedste vedligeholdelsesteams kombinerer en solid PM-plan med tilstandsovervågning på kritisk udstyr og bruger en rumlig model til at analysere mønstre. De reagerer ikke bare på fejl. De ser dem komme.
Forskellen mellem reaktiv og proaktiv vedligeholdelse handler ikke om teknologi alene. Det handler om, hvordan data bruges til at træffe beslutninger.
Et reaktivt team reparerer det, der er gået i stykker. Et proaktivt team ved, hvad der er på vej til at gå i stykker, og planlægger reparationen. Springet fra det ene til det andet kræver tre ting: gode PM-data, tilstandsovervågning på kritiske aktiver og en måde at se det hele i sammenhæng.
Digital twin-platforme giver det tredje element. Vedligeholdelseshistorik, sensordata og produktionsdata vises i en samlet rumlig model. Vedligeholdelseslederen kan se, at zone B har haft 40 % flere hændelser end zone A i det seneste kvartal. Han kan bore ned og se, at det skyldes tre maskiner med gentagne lejefejl, som alle står i nærheden af et kompressoranlæg der vibrerer.
Den indsigt ville have taget uger at opbygge fra CMMS-rapporter. I en rumlig model er den synlig på minutter.
Fabrikker der har taget denne tilgang i brug rapporterer nedetidsreduktioner på 20–35 % inden for det første år [3]. Den største del af forbedringen kommer ikke fra dyr teknologi, men fra bedre beslutninger baseret på synlig kontekst.
Implementeringen er blevet overkommelig for mellemstore fabrikker. En plantegning importeres, udstyr mappes, sensordata forbindes, og modellen er klar. Det, der tidligere krævede specialudvikling, er nu en standardplatformfunktion.
FAQ
Ofte stillede spørgsmål
Relaterede ressourcer
Beregner for nedetidsomkostninger i produktion
Beregn de reelle omkostninger ved uplanlagt nedetid på dine produktionslinjer. Inkluderer tabt omsætning, lønspild og spildmaterialer. Gratis og med øjeblikkelige resultater.
Læs mereDigital twin vs SCADA
En praktisk sammenligning af SCADA og digital twin-platforme til produktion. Dækker datamodeller, visualisering, alarmer og implementering.
Læs mereDigital Twin vs MES
En praktisk sammenligning af MES og digital twin-platforme til produktion. Dækker ISA-95-niveauer, OEE-sporing, produktionssporing og hvordan de to systemer supplerer hinanden.
Læs mereForebyggelse af uplanlagt nedetid
De fleste producenter opdager nedetid, efter det har kostet dem. Sandhed giver jer synligheden til at fange udstyrsproblemer, før de lukker produktionen ned.
Læs mereVedligeholdelsesstyring
Vedligeholdelsesteams bruger timer på at finde serviceoptegnelser, jagte forsinkede opgaver og finde ud af, hvad der blev gjort sidst. Sandhed placerer hver arbejdsordre, serviceoptegnelse og vedligeholdelsesplan på jeres 3D-plantegning, hvor I kan se det.
Læs mereHvorfor stopper min produktionslinje hele tiden?
De fleste uplanlagte stop skyldes en kort liste af årsager, der forstærker hinanden. Sensorblinde vinkler, forsinket vedligeholdelsesrespons, udstyr der kører ud over de anbefalede driftscyklusser, spændingskvalitetshændelser, råmaterialeafvigelser, PLC-fejl og vagtskiftefejl udgør størstedelen af den tabte produktionstid. At løse dem kræver datakorrelation, ikke flere dashboards.
Læs mereSådan forbedrer du OEE: De 5 håndtag der faktisk rykker tallet
OEE er produktet af tilgængelighed, ydelse og kvalitet. De fleste fabrikker fokuserer på tilgængelighed, fordi det er synligt. Men skjulte hastighedstab og kvalitetsafvigelser æder typisk lige så mange procentpoint. At forbedre OEE kræver, at du finder og kvantificerer tab i alle tre kategorier, og at du bruger rumlige data til at afdække de korrelationer, der ikke er synlige i standardrapporter.
Læs mereKilder
- Reliable Plant — Mean Time To Repair (MTTR) Explained
- McKinsey — Ask an Expert: What Industry 4.0 Can Do for Maintenance
- Deloitte Insights — Industry 4.0: Using Predictive Technologies for Asset Maintenance
- ISO 17359 — Condition Monitoring and Diagnostics of Machines: General Guidelines
- Plant Engineering — Maintenance Survey: Shift to Cloud (2022 data, published 2023)
Gå fra reaktiv vedligeholdelse til planlagte indgreb
Se hvordan rumlig vedligeholdelsesanalyse finder de mønstre, som CMMS-rapporter overser. Få en gennemgang med din egen plantegning.