Sådan forbedrer du OEE: De 5 håndtag der faktisk rykker tallet
OEE er produktet af tilgængelighed, ydelse og kvalitet. De fleste fabrikker fokuserer på tilgængelighed, fordi det er synligt. Men skjulte hastighedstab og kvalitetsafvigelser æder typisk lige så mange procentpoint. At forbedre OEE kræver, at du finder og kvantificerer tab i alle tre kategorier, og at du bruger rumlige data til at afdække de korrelationer, der ikke er synlige i standardrapporter.
1. Hvad OEE faktisk måler
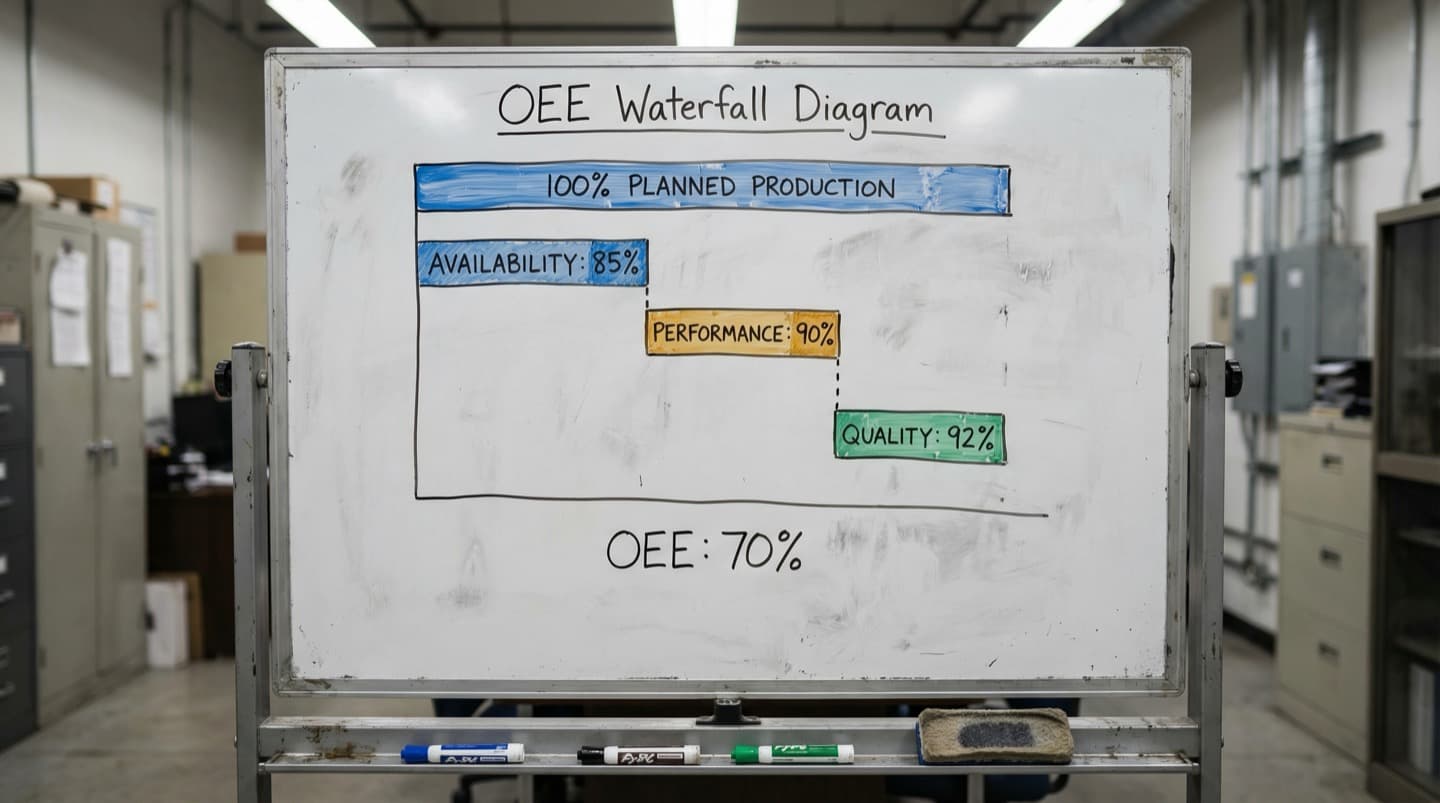
OEE = Tilgængelighed x Ydelse x Kvalitet. En OEE på 85 % lyder godt, men det dækker over, at du mister 15 % af din potentielle output. Og de 15 % er typisk fordelt på mange små tab, der ikke er synlige enkeltvis.
OEE er det mest brugte nøgletal i diskret produktion. Det beregnes som produktet af tre faktorer:
Tilgængelighed: Andelen af planlagt produktionstid, hvor linjen faktisk kører. Uplanlagte stop, omstillinger og materialemangler trækker tilgængeligheden ned.
Ydelse: Forholdet mellem den faktiske cyklustid og den ideelle cyklustid. Hvis din linje er designet til 60 enheder/time, men i praksis kører 52, er din ydelse 87 %. Mikrostop, langsom opstart og reduceret hastighed trækker ydelsen ned.
Kvalitet: Andelen af producerede enheder, der er godkendte ved første forsøg. Kassationer og genbearbejdning trækker kvaliteten ned.
De tre faktorer multipliceres. Tilgængelighed 90 % x Ydelse 92 % x Kvalitet 98 % = OEE 81 %. Det virker rimeligt, men du mister stadig 19 % af din potentielle output.
Det vigtige ved OEE er ikke tallet i sig selv, men opdelingen. En OEE på 75 % kan betyde vidt forskellige ting:
- Scenarie A: Tilgængelighed 78 %, Ydelse 98 %, Kvalitet 98 % = nedetid er dit problem.
- Scenarie B: Tilgængelighed 95 %, Ydelse 80 %, Kvalitet 98 % = hastighedstab er dit problem.
- Scenarie C: Tilgængelighed 95 %, Ydelse 95 %, Kvalitet 83 % = kvalitet er dit problem.
Hver scenarie kræver en helt anden indsats. Derfor er det afgørende at måle alle tre komponenter præcist, ikke bare rapportere det samlede tal.
Verdensklasse diskret produktion kører 85 %+ OEE. De fleste mellemstore fabrikker ligger på 55–70 %. Gabet mellem de to er næsten altid domineret af 3–5 specifikke tabsposter, der tilsammen udgør 15–20 procentpoint.
2. Tilgængelighed: at finde skjult nedetid
Den nedetid du logger er typisk kun halvdelen af den reelle nedetid. Mikrostop under 2 minutter, forlængede omstillinger og materialevententid registreres sjældent. At finde den skjulte nedetid er det første skridt til at forbedre tilgængelighed.
De fleste fabrikker logger nedetid manuelt. Operatøren noterer, at linjen var nede fra 10:15 til 10:45. Men hvad med de 45 sekunder klokken 09:32, hvor et emne sad fast i tilførslen? Og de 90 sekunder klokken 11:17, hvor operatøren ventede på en truck? De bliver aldrig logget.
Disse mikrostop (typisk under 2 minutter) registreres sjældent, fordi de er for korte til at nogen bemærker dem bevidst. Men de akkumulerer. En linje med 15 mikrostop á 1 minut i timen mister 25 % af sin kapacitet uden at nogen har logget et eneste stop.
For at finde skjult nedetid har du brug for automatisk registrering. PLC'en ved, hvornår maskinen kører og hvornår den ikke gør. Hvis du logger den data med sekunders opløsning, kan du beregne den reelle tilgængelighed og sammenligne den med den manuelt loggede.
Forskellen mellem de to tal er din skjulte nedetid. Den ligger typisk på 5–15 procentpoint [1].
Når du har afdækket den skjulte nedetid, kategorisér den:
- Mikrostop (under 2 minutter): Typisk forårsaget af materialetilførselsproblemer, sensorblokering eller emner i forkert position. Løses med mekaniske justeringer, ikke vedligeholdelse.
- Forlængede omstillinger: Den planlagte omstilling tager 20 minutter, men den faktiske tager 35. De 15 ekstra minutter skyldes manglende værktøj, forkert opskrift eller uforudsete justeringer. SMED-analyse identificerer hvad der kan gøres eksternt.
- Materialevententid: Linjen er klar, men råmaterialer eller emner er ikke ankommet fra forrige station. Det er et flowproblem, ikke et maskinproblem.
Hver kategori kræver en forskellig løsning. At kende opdelingen er forudsætningen for at vælge den rigtige.
3. Ydelse: de hastighedstab ingen sporer
Din linje kører, men den kører ikke med den hastighed, den er designet til. Reduceret hastighed efter omstilling, gradvis nedtrapning pga. kvalitetsproblemer og aldrig-opdaterede hastighedsindstillinger koster typisk 5–12 procentpoint i ydelse.
Ydelsestab er den mest undervurderede komponent i OEE. Tilgængelighed er synlig: linjen står stille. Kvalitet er synlig: der ligger kasserede dele i spanden. Men ydelse? Linjen kører. Den kører bare langsommere end den burde.
Typiske kilder til ydelsestab:
1. Reduceret hastighed efter omstilling: Linjen starter efter en omstilling og kører på 80 % hastighed, mens operatøren trimmer parametre. "Indkøringsperioden" varer 15–30 minutter. Multiplicer med 3–5 omstillinger om dagen, og du har mistet 1–2 timers produktiv kapacitet.
2. Defensiv hastighedsreduktion: Et kvalitetsproblem opstod for 3 måneder siden ved fuld hastighed. Operatøren satte hastigheden ned til 90 % som midlertidig løsning. Problemet blev rettet, men ingen satte hastigheden op igen. Maskinen kører stadig 10 % under kapacitet.
3. Aldrig opdaterede idealtider: OEE-beregningen bruger en ideel cyklustid som reference. Hvis den blev sat, da maskinen var ny for 8 år siden, og maskinen siden har fået opgraderinger, kan idealtiden være forkert. Nogle fabrikker opdager, at deres "idelle" cyklustid allerede er langsommere end hvad maskinen faktisk kan.
4. Tomgangstid i automatisk cyklus: Maskinen er i automatisk drift, men venter på en operatørhandling, en robot der ikke er klar, eller et signal fra en opstrømsstation. PLC'en tæller det som driftstid, men der produceres intet.
At identificere ydelsestab kræver, at du måler den faktiske cyklustid pr. enhed og sammenligner med idealtiden. De fleste PLC'er kan logge cyklustider. Analyser fordelingen: den burde toppe skarpt ved idealtiden. Hvis den har en lang hale mod højere tider, har du ydelsestab.
De hurtigste resultater kommer typisk fra at gennemgå hastighedsindstillinger på alle maskiner og verificere, at de matcher den aktuelle kapabilitet. Det er en eftermiddags arbejde, og det giver typisk 2–5 procentpoint i ydelse.
4. Kvalitet: at fange defekter ved kilden
Hvert defekt emne, der opdages ved slutinspektionen, har kostet fuld produktionstid. Jo tættere du kan fange defekten på den station, der skabte den, jo mindre produktionskapacitet spildes. In-process måling og statistisk procescontrol (SPC) er nøgleværktøjerne.
Kvalitetskomponenten i OEE måler first-pass yield: andelen af enheder, der er godkendt ved første forsøg. Hvis du producerer 1.000 enheder og kasserer 30, er din kvalitet 97 %. De 3 % lyder ubetydelige, men de repræsenterer fuld produktionstid, materialer og energi brugt på emner, der aldrig sælges.
Den mest effektive kvalitetsforbedring er at flytte detektionen tættere på kilden:
Niveau 1 — Slutinspektion: Du fanger defekter, men først efter at alt produktionstid er brugt. Det er den mindst effektive tilgang.
Niveau 2 — In-process inspektion: En sensor eller målestation mellem produktionstrin. Fanger defekter, før yderligere arbejde tilføjes. Sparer de efterfølgende trins tid og materialer.
Niveau 3 — In-situ overvågning: Sensorer i selve maskinen, der overvåger procesparametre i realtid. Strøm, kraft, temperatur, vibration under bearbejdningen. Afvigelser fra normalområdet flagges med det samme. Potentielle defekter fanges, mens de skabes.
Statistisk procescontrol (SPC) er den analytiske ramme. I stedet for at inspicere hvert emne overvåger du processens stabilitet. Når en parameter begynder at drifte, reagerer du, før den når en grænse, der producerer defekter.
Praktiske skridt:
- Identificér dine top 3 defekttyper efter samlede kassationsomkostninger.
- For hver type: på hvilken station opstår defekten, og hvilken procesparameter korrelerer med den?
- Kan du måle den parameter i realtid? Hvis ja, opsæt SPC med kontrolgrænser.
- Hvis ikke, kan du tilføje en sensor, der måler den? Overvej kost-benefit: sensor + installation vs. kassationsomkostninger over et år.
En kvalitetsforbedring fra 96 % til 99 % lyder lille, men det reducerer dine kassationsomkostninger med 75 %. For en linje med en daglig output-værdi på 200.000 kr. er det en besparelse på 6.000 kr. pr. dag, eller ca. 1,5 mio. kr. om året.

5. At samle det hele med rumlige data
OEE-tal fortæller dig, at du mister output. De fortæller dig ikke hvorfor. Rumlige data, der kobler maskinydelse med miljø, materialeflow og nabomaskiners tilstand, afdækker de korrelationer, der forklarer tabet.
Traditionelle OEE-rapporter viser tal pr. linje, pr. skift, pr. dag. Du kan se, at linje 3 havde 68 % OEE tirsdag aften. Men rapporten fortæller dig ikke, at linje 3 ligger ved siden af modtagelsen, hvor en port var åben og sænkede temperaturen 4°C, og at materialebatchen var fra en leverandør, der konsekvent leverer i den lave ende af specifikationen.
Den type korrelation kræver, at data fra forskellige kilder kombineres i en kontekst, der bevarer de rumlige relationer. Det er hvad digital twin-platforme gør.
Når maskindata, sensordata, miljødata og vedligeholdelseshistorik mappes på en plantegning, bliver mønstre synlige:
- Maskiner nær porte og ovenlys har lavere ydelse om vinteren pga. temperaturudsving.
- Linjer, der deler eltavle med en stor kompressor, har flere mikrostop pga. spændingsdyk.
- Kvalitetsafvigelser klumper sig i zoner med dårlig ventilation, fordi fugt påvirker materialet.
Disse sammenhænge er næsten umulige at se i et regneark. De kræver en visuel model, der afspejler den fysiske virkelighed.
Teams der bruger rumlige data til OEE-analyse rapporterer, at de identificerer grundårsager til kroniske tab 40–60 % hurtigere [2]. Hastigheden kommer fra, at konteksten er synlig i stedet for at skulle konstrueres manuelt.
Den praktiske tilgang er at starte med dine OEE-data, identificere de tidsperioder med lavest OEE, og derefter bruge den rumlige model til at se, hvad der var anderledes i de perioder. Miljø, materialebatch, nabomaskiner, vedligeholdelsesaktivitet. Mønsteret viser sig typisk inden for de første par ugers analyse.
Hvad moderne produktionsteams gør anderledes
De bedste produktionsteams bruger OEE ikke som et scorekort, men som et diagnostisk værktøj. De kobler OEE-data med rumlig kontekst for at finde grundårsager og bruger digital twins til at se sammenhænge, der ikke er synlige i standardrapporter.
Mange fabrikker rapporterer OEE uden at handle på det. Tallet vises på en skærm i produktionen, og alle ved om det er godt eller dårligt. Men springet fra at vide til at forbedre kræver en analytisk tilgang, der kobler OEE med kontekst.
Moderne teams gør tre ting anderledes:
1. De måler automatisk. Cyklustider, stop og kvalitetsdata logges af PLC'en, ikke af operatøren. Det eliminerer den skjulte nedetid og giver et præcist billede.
2. De analyserer pr. tabspost. I stedet for at stirre på et samlet OEE-tal bryder de det ned i specifikke tab: omstillingstid, mikrostop, hastighedsreduktion, kassation. Hvert tab har en ejer og en forbedringsindsats.
3. De bruger rumlig kontekst. OEE-data mappes på en digital twin af fabriksgulvet, så korrelationer med miljø, strøm, materialeflow og nabomaskiner bliver synlige. Det er her, de finder de grundårsager, der ikke dukker op i standardrapporter.
Resultaterne taler for sig selv. Fabrikker der tager denne tilgang i brug ser typisk OEE-forbedringer på 8–15 procentpoint inden for det første år [3]. Størstedelen af forbedringen kommer fra at eliminere tab, der allerede var til stede men ikke var synlige.
FAQ
Ofte stillede spørgsmål
Relaterede ressourcer
Beregner for nedetidsomkostninger i produktion
Beregn de reelle omkostninger ved uplanlagt nedetid på dine produktionslinjer. Inkluderer tabt omsætning, lønspild og spildmaterialer. Gratis og med øjeblikkelige resultater.
Læs mereDigital twin vs SCADA
En praktisk sammenligning af SCADA og digital twin-platforme til produktion. Dækker datamodeller, visualisering, alarmer og implementering.
Læs mereDigital Twin vs MES
En praktisk sammenligning af MES og digital twin-platforme til produktion. Dækker ISA-95-niveauer, OEE-sporing, produktionssporing og hvordan de to systemer supplerer hinanden.
Læs mereDigital Twin vs Dashboards
Sammenligning af industrielle dashboards og digital twins inden for datavisualisering, fejlfinding og overvågning på tværs af systemer. Dækker Grafana, Power BI og rumlige alternativer.
Læs mereForebyggelse af uplanlagt nedetid
De fleste producenter opdager nedetid, efter det har kostet dem. Sandhed giver jer synligheden til at fange udstyrsproblemer, før de lukker produktionen ned.
Læs mereVedligeholdelsesstyring
Vedligeholdelsesteams bruger timer på at finde serviceoptegnelser, jagte forsinkede opgaver og finde ud af, hvad der blev gjort sidst. Sandhed placerer hver arbejdsordre, serviceoptegnelse og vedligeholdelsesplan på jeres 3D-plantegning, hvor I kan se det.
Læs mereSådan reducerer du udstyrsnedetid: 8 strategier rangeret efter effekt
Nedetid falder ikke ved at gøre alt på én gang. De fabrikker der opnår de største reduktioner starter med deres nedetids-Pareto, retter den forebyggende vedligeholdelsesplan, tilføjer tilstandsovervågning på kritisk udstyr og kobler vedligeholdelsesdata til en rumlig model. Rækkefølgen er vigtigere end teknologivalget.
Læs mereSådan overvåger du en fabrikshal i realtid
Realtidsovervågning af en fabrikshal kræver mere end sensorer og dashboards. Du skal vælge de rigtige målepunkter, beslutte om data skal behandles på edge eller i cloud, designe alarmer der ikke giver træthed, og tænke miljøovervågning med fra starten. De fleste fabrikker starter med én produktionslinje og skalerer derfra.
Læs mereKilder
- Lean Enterprise Institute — Identifying Hidden Downtime: The Gap Between Logged and Actual Availability
- McKinsey & Company — Digital Twins in Manufacturing: Accelerating Root Cause Analysis
- Industry Week — OEE Improvement Case Studies: What Drives the Biggest Gains
- SEMI — Overall Equipment Effectiveness (OEE) Standard: SEMI E10
- Deloitte — Smart Manufacturing OEE Optimization Through Spatial Data Analytics
Find de OEE-tab, dine rapporter ikke viser
Se hvordan rumlig datakorrelation afdækker de skjulte tab i tilgængelighed, ydelse og kvalitet. Få en gennemgang med din egen plantegning.